
HT/HP Process Vessels: Pitting Repairs
The costs of corrosion can be colossal, especially where safety critical equipment is concerned. When looking at the expenses associated with corrosion, particularly in the Oil, Gas and Petrochemical industries, direct and hidden costs should be considered. The former includes equipment and part replacement whereas the latter accounts for downtime, delays, litigation and other unplanned overheads.
The most damaging form of corrosion is localised corrosion. It occurs when the steel substrate is immersed in a liquid in the presence of chemical pollutants and/or galvanic cells. Unlike uniform corrosion where all parts of the metal surface corrode at a uniform rate, localised corrosion does not proceed uniformly and is focused at sites where corrosion proceeds much more rapidly, dependent upon the environment. Crevice and pitting corrosion (Figure 1) represent the main types of localised corrosion. In uniform corrosion Anodic and Cathodic sites across the surface of the steel substrate develop and are constantly changing polarity with respect to each other, resulting in an even oxidation over the entire surface.
[post_ad]
In pitting corrosion an anode develops and maintains its electrical potential with respect to the surrounding metal. Consequently due to the large Cathode to Anode ratio, corrosion progresses rapidly forming a pit. Pitting corrosion is especially prevalent in steels that have the ability to passivate - especially in stagnant conditions where the formation of a protective film is hindered by the presence of chloride ions. Pitting is understandably considered to be more dangerous than uniform corrosion damage because it is more difficult to detect, predict and design against. When identified, pitting damage has always been cumbersome to repair.
Pitting can be prevented and controlled by using corrosion inhibitors, cathodic protection, and protective coatings. Evidently and for a variety of reasons these protective systems have been known to fail. Once pitting occurs a solution is then required, which should be able to satisfy three basic needs: (1) quick repair, (2) ease of application, and (3) rapid return to service. Additionally, the maintenance solution would ideally withstand service conditions for a considerable amount of time.
Pitting repairs: welding
Localised corrosion in the form of deep pits can be weld repaired to restore the original profile; however, sufficient expertise and special tools are required. If either is lacking, repairs can do more harm than good with risks of distortion, weld cracks, stress corrosion and Health and Safety risks associated with hot work.
Welding repairs carried out on metal substrates over 30mm thick must also involve post weld heat treatment (PWHT). PWHT, in some instances, may result in the loss of weld metal strength and toughness. The mechanical properties of the weld-joint may deteriorate as the vessel is repaired repeatedly. At times, PWHT takes approximately 40 hours to complete, therefore can be very costly, especially offshore. Furthermore, by welding over a metallic substrate, metal is being applied onto metal again. The original problem is not removed unless the metallic substrate is coated with an organic protective material.
Alternative to welding
Another viable alternative to repair pitting corrosion is the use of cold applied epoxy materials. These 100% solids paste grade materials have been on the market since the 1960s and have been continuously improved to withstand greater temperature and pressure levels as well as various in-service conditions. Based on positive qualification testing data, they have been successfully applied in the field in the past two decades. For instance, an amine reboiler vessel at a gas terminal in the UK suffered corrosion with heavy pitting, which was discovered in 2011 (Figure 2). The operator required the vessel to be back in service as soon as possible and was looking for an alternative solution to hot work.
A paste grade epoxy material was chosen to fill the pits and the wall was protected with a modified epoxy novolac coating afterwards (Figure 3). Both the coating and paste grade material were designed to achieve full curing in high-temperature immersion service, minimising downtime.
The reboiler was opened up for inspection in July 2015. No further pitting damage or corrosion were identified (Figure 4). Minor localised repairs were completed on the coating and the reboiler was returned to service.

Cold applied repairs: application methodology
In order to ensure fitness for service of pit filling epoxy paste grade materials, the application should be carried out in strict accordance with manufacturer’s requirements. The contracting company must ensure that the surface is prepared correctly, the repair material is mixed and applied properly and that it is allowed to cure in accordance with manufacturer’s instructions. A typical pit filling procedure is summarised as follows.
1. All work must be carried out in accordance with the manufacturer’s instructions.
2. The vessel substrate must be dry and contaminant-free.
3. Sharp edges or irregular protrusions should be ground down to a smooth contour with a radius of not less than 0.1 inch (3 mm). All surfaces must then be grit blasted using an angular abrasive to Swedish Standard SA 2 ½ (near white metal finish) with a minimum profile of 3 mils (75 microns).
4. Paste grade epoxy material is mixed at a correct ratio.
5. The material is applied onto the substrate until original wall thickness is restored.
6. Material is allowed to solidify at ambient temperatures before achieving full cure in service.
Historically, one drawback of using epoxy materials for pitting repairs was the amine bloom film, which would appear on the surface during cure. Bloom manifests in a form of sticky deposits and affects overcoatability and intercoat adhesion. It must be removed by first washing with a hot detergent solution followed by a fresh water wash and then frost blasting prior to the application of a protective coating atop the pitting repair, leading to extended application time and labour costs.
The latest innovation in raw materials has brought on non-bloom technology, where frost blasting of the applied material prior to the application of protective lining is not required. This feature was incorporated into the reformulated version of the Belzona 1511 (Super HT-Metal), which has been on the market since 2001. In addition to incorporating non-bloom technology, further evaluation revealed the following enhanced features:
• Frost blasting of the Belzona 1511 is no longer required when a protective lining is being applied atop with a 24-hour overcoat window, thus reducing application costs.
• Application is also simplified with mixing and application possible at temperatures as low as 10°C (50°F).
• Rubbery domains used in the Belzona 1523 and Belzona 1593 linings have also been incorporated in the polymer matrix of Belzona 1511, improving adhesion, flexibility and toughness.Tensile shear adhesion (ASTM D1002) has increased by 46% regardless of the cure temperature. Pull off adhesion has increased by 34% (ASTM D4541/ ISO 4624).
Continuous advancements in raw materials make it possible for coating and composite manufacturers to produce systems that are better value and easier to apply, at the same time minimising the risks typically associated with hot work. This way indirect costs of corrosion, including downtime, delays, litigation and other unplanned overheads, can be significantly reduced.
For more information about Belzona 1511 visit Belzona.com/1511
The most damaging form of corrosion is localised corrosion. It occurs when the steel substrate is immersed in a liquid in the presence of chemical pollutants and/or galvanic cells. Unlike uniform corrosion where all parts of the metal surface corrode at a uniform rate, localised corrosion does not proceed uniformly and is focused at sites where corrosion proceeds much more rapidly, dependent upon the environment. Crevice and pitting corrosion (Figure 1) represent the main types of localised corrosion. In uniform corrosion Anodic and Cathodic sites across the surface of the steel substrate develop and are constantly changing polarity with respect to each other, resulting in an even oxidation over the entire surface.
[post_ad]
In pitting corrosion an anode develops and maintains its electrical potential with respect to the surrounding metal. Consequently due to the large Cathode to Anode ratio, corrosion progresses rapidly forming a pit. Pitting corrosion is especially prevalent in steels that have the ability to passivate - especially in stagnant conditions where the formation of a protective film is hindered by the presence of chloride ions. Pitting is understandably considered to be more dangerous than uniform corrosion damage because it is more difficult to detect, predict and design against. When identified, pitting damage has always been cumbersome to repair.
Pitting can be prevented and controlled by using corrosion inhibitors, cathodic protection, and protective coatings. Evidently and for a variety of reasons these protective systems have been known to fail. Once pitting occurs a solution is then required, which should be able to satisfy three basic needs: (1) quick repair, (2) ease of application, and (3) rapid return to service. Additionally, the maintenance solution would ideally withstand service conditions for a considerable amount of time.
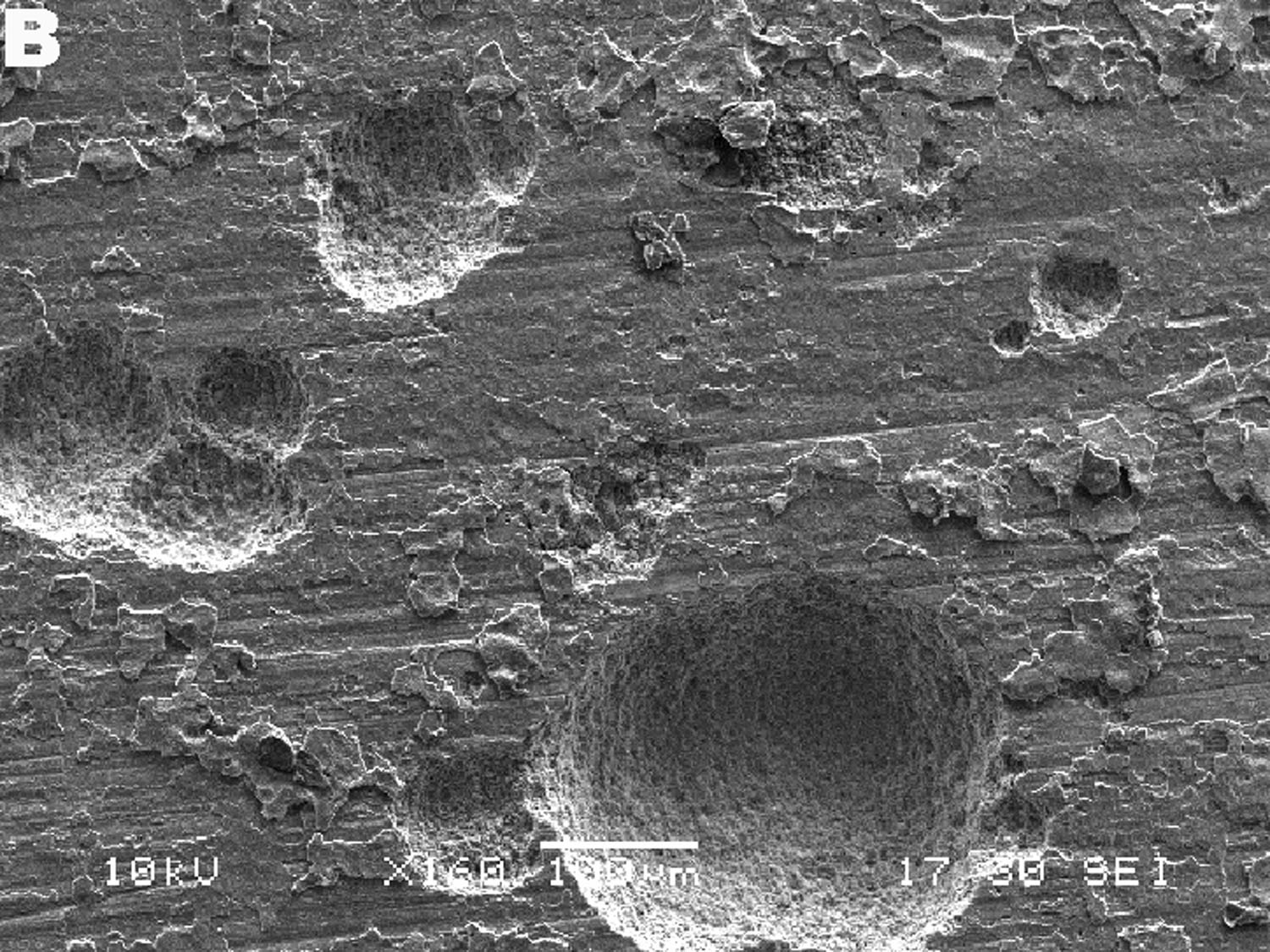 |
| Figure 1. Pitting corrosion magnified |
Pitting repairs: welding
Localised corrosion in the form of deep pits can be weld repaired to restore the original profile; however, sufficient expertise and special tools are required. If either is lacking, repairs can do more harm than good with risks of distortion, weld cracks, stress corrosion and Health and Safety risks associated with hot work.
Welding repairs carried out on metal substrates over 30mm thick must also involve post weld heat treatment (PWHT). PWHT, in some instances, may result in the loss of weld metal strength and toughness. The mechanical properties of the weld-joint may deteriorate as the vessel is repaired repeatedly. At times, PWHT takes approximately 40 hours to complete, therefore can be very costly, especially offshore. Furthermore, by welding over a metallic substrate, metal is being applied onto metal again. The original problem is not removed unless the metallic substrate is coated with an organic protective material.
Alternative to welding
Another viable alternative to repair pitting corrosion is the use of cold applied epoxy materials. These 100% solids paste grade materials have been on the market since the 1960s and have been continuously improved to withstand greater temperature and pressure levels as well as various in-service conditions. Based on positive qualification testing data, they have been successfully applied in the field in the past two decades. For instance, an amine reboiler vessel at a gas terminal in the UK suffered corrosion with heavy pitting, which was discovered in 2011 (Figure 2). The operator required the vessel to be back in service as soon as possible and was looking for an alternative solution to hot work.
 |
| Figure 2. Example of pitting in an amine reboiler |
 |
| Figure 3. Pits filled and protective coating applied |
The reboiler was opened up for inspection in July 2015. No further pitting damage or corrosion were identified (Figure 4). Minor localised repairs were completed on the coating and the reboiler was returned to service.
 |
| Figure 4. Amine reboiler inspection after 4 years in service showing no sign of corrosion or further damage |

Cold applied repairs: application methodology
In order to ensure fitness for service of pit filling epoxy paste grade materials, the application should be carried out in strict accordance with manufacturer’s requirements. The contracting company must ensure that the surface is prepared correctly, the repair material is mixed and applied properly and that it is allowed to cure in accordance with manufacturer’s instructions. A typical pit filling procedure is summarised as follows.
1. All work must be carried out in accordance with the manufacturer’s instructions.
2. The vessel substrate must be dry and contaminant-free.
3. Sharp edges or irregular protrusions should be ground down to a smooth contour with a radius of not less than 0.1 inch (3 mm). All surfaces must then be grit blasted using an angular abrasive to Swedish Standard SA 2 ½ (near white metal finish) with a minimum profile of 3 mils (75 microns).
4. Paste grade epoxy material is mixed at a correct ratio.
5. The material is applied onto the substrate until original wall thickness is restored.
6. Material is allowed to solidify at ambient temperatures before achieving full cure in service.
Historically, one drawback of using epoxy materials for pitting repairs was the amine bloom film, which would appear on the surface during cure. Bloom manifests in a form of sticky deposits and affects overcoatability and intercoat adhesion. It must be removed by first washing with a hot detergent solution followed by a fresh water wash and then frost blasting prior to the application of a protective coating atop the pitting repair, leading to extended application time and labour costs.
The latest innovation in raw materials has brought on non-bloom technology, where frost blasting of the applied material prior to the application of protective lining is not required. This feature was incorporated into the reformulated version of the Belzona 1511 (Super HT-Metal), which has been on the market since 2001. In addition to incorporating non-bloom technology, further evaluation revealed the following enhanced features:
• Frost blasting of the Belzona 1511 is no longer required when a protective lining is being applied atop with a 24-hour overcoat window, thus reducing application costs.
• Application is also simplified with mixing and application possible at temperatures as low as 10°C (50°F).
• Rubbery domains used in the Belzona 1523 and Belzona 1593 linings have also been incorporated in the polymer matrix of Belzona 1511, improving adhesion, flexibility and toughness.Tensile shear adhesion (ASTM D1002) has increased by 46% regardless of the cure temperature. Pull off adhesion has increased by 34% (ASTM D4541/ ISO 4624).
Continuous advancements in raw materials make it possible for coating and composite manufacturers to produce systems that are better value and easier to apply, at the same time minimising the risks typically associated with hot work. This way indirect costs of corrosion, including downtime, delays, litigation and other unplanned overheads, can be significantly reduced.
For more information about Belzona 1511 visit Belzona.com/1511
HT/HP Process Vessels: Pitting Repairs
 Reviewed by Unknown
on
12:00 PM
Rating:
Reviewed by Unknown
on
12:00 PM
Rating:
Reviewed by Unknown
on
12:00 PM
Rating:
Unknown

Established in 2012, Industrimigas.com stands as the premier Indonesian blog dedicated to the Oil and Gas Industry. As a trailblazer in the field, Industrimigas.com delivers up-to-the-minute news, comprehensive industry insights, career opportunities, a directory of companies, data on offshore rigs, an equipment marketplace, and much more.







This comment has been removed by the author.
ReplyDelete